
Effet de la température de recuit sur un petit pain de fonte ductile à faible teneur en chrome et molybdène
Affecté par le processus de coulée, le rouleau refroidi en fonte ductile à faible teneur en chrome et molybdène a une contrainte de coulée relativement importante à l'état brut de coulée, de sorte qu'un traitement de recuit de détente est nécessaire. La pratique a montré que la température de recuit de détente affecte non seulement le degré de détente de coulée, mais affecte également la structure et les performances du cylindre.
En utilisant un four électrique à induction à fréquence d'alimentation pour fondre le fer en fusion, le processus de coulée par le bas, le diamètre de la surface de travail du rouleau est de 288 mm et la composition est indiquée dans le tableau 1. Utilisez un tour pour couper un 20 mm d'épaisseur et 40 mm de large (dimension radiale ) anneau de la couche réfrigérée laminée. L'anneau a été découpé en plusieurs échantillons, qui ont été recuits et traités thermiquement à différentes températures, puis la structure métallographique et la dureté ont été observées.
La figure 1 montre la structure métallographique de l'extérieur de l'anneau découpé au rouleau (près du type à froid) et de l'intérieur de l'anneau découpé (près du noyau du rouleau). La figure 1a et la figure 1b montrent que la structure brute de coulée du cylindre est de la perlite, de la lédéburite et du carbure. La quantité de carbures à l'extérieur de l'anneau tangent est supérieure, et la quantité de perlite est inférieure, et la quantité de carbures à l'intérieur de l'anneau tangent est inférieure et la quantité de perlite est supérieure. . Le test montre que même si la température de recuit atteint 600°C et le temps de maintien est de 4 heures, la structure du rouleau n'a toujours pas de changement évident, comme le montrent la figure 1c et la figure 1d.

(a) Comme coulé à l'extérieur (b) Comme coulé à l'intérieur
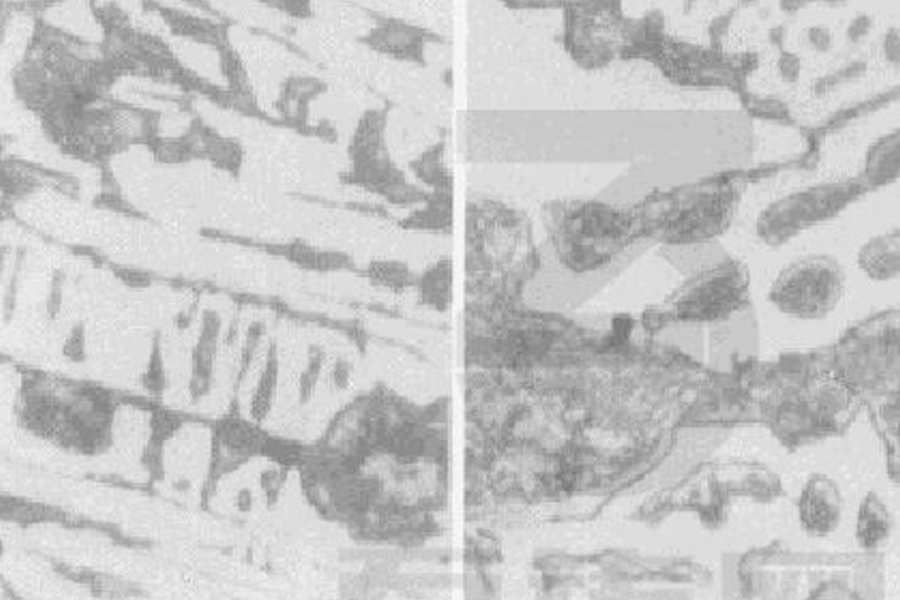
(c) Le côté extérieur après 600 heat×4h de traitement thermique (d) Le côté intérieur après 600℃×4h de traitement thermique
Figure 1 Structure métallographique du rouleau
La figure 2 montre la dureté à différentes positions de l'anneau coupé de la couche de travail du cylindre à l'état brut de coulée et après différents traitements thermiques. La figure montre que la dureté du rouleau diminue progressivement de l'extérieur vers l'intérieur de la bague coupante. Après le traitement thermique, la dureté du rouleau diminue et la diminution de dureté augmente avec l'augmentation de la température de traitement thermique. Lorsque la température de traitement thermique atteint 600°C, la dureté diminue fortement. Selon les exigences du client sur la dureté des rouleaux, nous choisissons une température de recuit de 400℃ dans la production.

a lieu
La réduction de la dureté des rouleaux après traitement thermique est due à trois facteurs. L'une est que la structure métallographique change pendant le traitement thermique, comme la décomposition des carbures. Selon la figure 1, même si la température de traitement thermique atteint 600°C, la structure du rouleau n'a toujours pas de changement significatif. Ce résultat est en accord avec le diagramme de phase du ferroalliage [1]. On peut voir que la diminution de la dureté du rouleau n'est pas causée par des changements dans la structure métallographique. La seconde est que les éléments d'alliage diffusent uniformément et que le degré de sursaturation est réduit au cours du processus de traitement thermique, c'est-à-dire causé par des modifications de la microstructure. Afin de déterminer l'effet de ce facteur, l'expérience a mesuré la microdureté du carbure et de la perlite après différents traitements thermiques (voir Figure 3). Les résultats des mesures montrent que la microdureté de la perlite et des carbures est réduite à des degrés divers après traitement thermique. Ce phénomène doit conduire à une diminution de la dureté macroscopique du cylindre. Le troisième est la réduction de la dureté macroscopique du cylindre avec le soulagement des contraintes de coulée.
Conclusion
Après que le rouleau de fonte ductile à faible teneur en chrome et molybdène est recuit et traité thermiquement à moins de 600°C, la structure métallographique ne change pas de manière significative, mais la dureté macroscopique est réduite. Lorsque la température de traitement thermique est inférieure à 450 °C, la co-dureté diminue peu, et lorsque la température de traitement thermique est supérieure à 600 °C, la dureté diminue davantage. La raison de la diminution de la dureté macroscopique est la diminution de la microdureté et l'élimination de la contrainte de coulée.
Veuillez conserver la source et l'adresse de cet article pour réimpression: Effet de la température de recuit sur un petit pain de fonte ductile à faible teneur en chrome et molybdène
Minghé Société de moulage sous pression sont dédiés à la fabrication et à la fourniture de pièces de moulage de qualité et de haute performance (la gamme de pièces de moulage sous pression en métal comprend principalement Moulage sous pression à paroi mince,Chambre chaude coulée sous pression,Chambre froide coulée sous pression), Service rond (Service de moulage sous pression,Usinage CNC,Fabrication de moules,Traitement de surface). Tout moulage sous pression en aluminium personnalisé, moulage sous pression en magnésium ou en zamak/zinc et autres exigences en matière de moulages sont invités à nous contacter.

Sous le contrôle des normes ISO9001 et TS 16949, tous les processus sont effectués via des centaines de machines de moulage sous pression avancées, de machines à 5 axes et d'autres installations, allant des blasters aux machines à laver Ultra Sonic.Minghe dispose non seulement d'équipements de pointe, mais également de professionnels équipe d'ingénieurs, d'opérateurs et d'inspecteurs expérimentés pour réaliser la conception du client.

Fabricant sous contrat de moulages sous pression. Les capacités incluent des pièces de moulage sous pression en aluminium à chambre froide à partir de 0.15 lb. jusqu'à 6 lb, configuration à changement rapide et usinage. Les services à valeur ajoutée comprennent le polissage, la vibration, l'ébavurage, le grenaillage, la peinture, le placage, le revêtement, l'assemblage et l'outillage. Les matériaux travaillés comprennent des alliages tels que 360, 380, 383 et 413.

Assistance à la conception de moulage sous pression de zinc/services d'ingénierie simultanés. Fabricant sur mesure de pièces moulées en zinc de précision. Des moulages miniatures, des moulages sous pression à haute pression, des moulages en moules à glissières multiples, des moulages en moules conventionnels, des moulages sous pression unitaires et indépendants et des moulages à cavité scellée peuvent être fabriqués. Les pièces moulées peuvent être fabriquées dans des longueurs et des largeurs allant jusqu'à 24 po avec une tolérance de +/- 0.0005 po.

Fabricant certifié ISO 9001 : 2015 de magnésium moulé sous pression, les capacités incluent le moulage sous pression de magnésium sous pression jusqu'à une chambre chaude de 200 tonnes et une chambre froide de 3000 tonnes, la conception d'outillage, le polissage, le moulage, l'usinage, la peinture en poudre et liquide, une assurance qualité complète avec des capacités CMM , assemblage, emballage et livraison.

Certifié ITAF16949. Service de casting supplémentaire inclus coulée d'investissement,moulage en sable,Coulée par gravité, Coulée de mousse perdue,Coulée centrifuge,Coulée sous vide,Moulage de moule permanentLes capacités comprennent l'EDI, l'assistance technique, la modélisation solide et le traitement secondaire.

Industries de moulage Études de cas de pièces pour : voitures, vélos, avions, instruments de musique, motomarines, appareils optiques, capteurs, modèles, appareils électroniques, boîtiers, horloges, machines, moteurs, meubles, bijoux, gabarits, télécommunications, éclairage, appareils médicaux, appareils photographiques, Robots, Sculptures, Équipement de sonorisation, Équipement de sport, Outillage, Jouets et plus encore.
Que pouvons-nous vous aider à faire ensuite ?
∇ Aller à la page d'accueil pour Moulage sous pression Chine
→Pièces de fonderie-Découvrez ce que nous avons fait.
→Conseils à propos de Services de moulage sous pression
By Fabricant de moulage sous pression Minghe |Catégories : Articles utiles |Matières Mots clés: Moulage d'aluminium, Moulage de zinc, Coulée de magnésium, Moulage de titane, Fonderie en acier inoxydable, Coulée de laiton,Coulée de bronze,Vidéo de casting,Historique de l'entreprise,Moulage sous pression en aluminium |Commentaires fermés







