
L'influence de trois éléments de coupe sur l'efficacité de l'usinage
Tout le monde sait que pour améliorer l'efficacité de l'usinage, l'augmentation des trois éléments de coupe (vitesse de coupe, profondeur de coupe et avance) est la méthode la plus simple et la plus directe. Cependant, l'amélioration des trois éléments de la coupe d'outils est généralement limitée par les conditions de conception des machines-outils existantes. Le moyen le moins cher est donc de choisir un bon matériau d'outil.
La règle de détermination des trois éléments de coupe
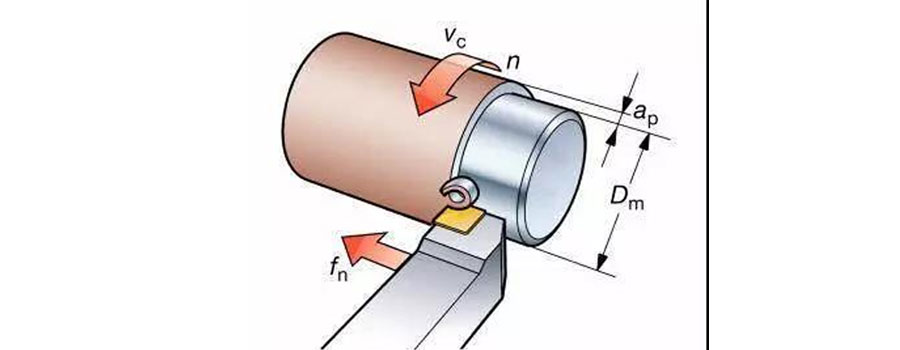
Déterminez la profondeur du couteau, la quantité d'avance et la vitesse de coupe linéaire.
Profondeur de coupe : généralement déterminée en fonction de la surépaisseur d'usinage ;
Vitesse d'avance : la vitesse d'avance de l'usinage d'ébauche est déterminée par la puissance de la machine-outil et la vitesse d'avance de finition est déterminée par la rugosité de la surface ;
Vitesse de coupe : Déterminée en fonction du matériau de l'outil et de la vitesse de broche de la machine-outil.
Du point de vue de l'amélioration usinage cnc efficacité, l'augmentation de la profondeur de coupe est probablement une méthode à considérer. L'une des raisons importantes est que les expériences ont montré qu'une fois que la profondeur de coupe est égale à 10 fois l'avance, l'augmentation de la profondeur de coupe aura un impact minimal sur la durabilité de l'outil. Si la vitesse de coupe est augmentée, la modification de la vitesse de coupe entraînera une modification de la durabilité de l'outil à presque deux fois la vitesse ; si l'avance est modifiée, la durabilité de l'outil peut également être modifiée à peu près de la même manière. Par conséquent, lorsque la soi-disant "taille nette" ne peut pas être atteinte pour les ébauches de notre mode de production de masse, l'augmentation de la profondeur de coupe est un choix qui permet d'obtenir un cycle de production à haut rendement sans entraîner une augmentation significative des coûts d'outillage.
Sélection d'outil
Les outils en carbure cémenté sont les outils courants sur le marché actuel des outils. Tout le monde connaît cet outil. Vous pouvez ajuster les trois éléments de coupe des outils en carbure cémenté en fonction des conditions réelles du site de traitement, afin de maximiser la durée de vie de l'outil et l'efficacité du traitement. Cependant, l'azote cubique Le développement d'outils à base de bore n'a pas été long, et beaucoup de gens n'ont jamais touché de tels outils. Cependant, avec l'émergence des matériaux durs et des matériaux difficiles à usiner, les outils en nitrure de bore cubique sont progressivement apparus dans le champ de vision de chacun. Mais beaucoup de gens pensent souvent que les outils en nitrure de bore cubique sont limités aux processus de coupe et de finition à grande vitesse.
En fait, avec la R&D continue et l'innovation de l'industrie des outils en matériaux extra-durs, les outils en nitrure de bore cubique ont été largement utilisés dans les processus d'usinage grossier et les conditions de coupe intermittentes. Le choix des outils en nitrure de bore cubique est le même que celui des outils en carbure cémenté. Selon les différents matériaux de la pièce, différentes qualités d'outils et structures d'outils sont sélectionnées.
La lame de soudage composite en nitrure de bore cubique est généralement utilisée pour le processus de finition. Il ne contient que la partie tranchante du matériau en nitrure de bore cubique et la matrice est une matrice en carbure cémenté. La profondeur du couteau est contrôlée à moins de 0.5 mm, il ne peut donc être utilisé que pour les processus de finition, pour ceux avec de grandes marges et des surfaces irrégulières, choisissez la lame intégrale en nitrure de bore cubique. Le corps entier est fait de nitrure de bore cubique. La profondeur de coupe est de 1 à 10 mm et la durée de vie de l'outil est généralement de 3 heures/arête de coupe.
Avec les progrès de la recherche sur les outils en nitrure de bore cubique et les besoins réels en matière de traitement, la finition à grande vitesse d'origine s'est développée pour devenir intermittente, grossière et semi-finie, et peut également être utilisée dans des machines-outils ordinaires ; le coût d'utilisation est également plus économique.
Lectures complémentaires
Les gammes d'usinage des outils en nitrure de bore cubique et des outils en carbure cémenté se chevauchent. Par exemple, la fonte grise, les outils en carbure cémenté et les outils en nitrure de bore cubique peuvent tous être traités. Vous pouvez choisir un matériau d'outil plus économique et plus rentable, le carbure cémenté en fonction des besoins de l'entreprise. En raison de ses propres limitations de performances, la vitesse linéaire maximale de l'outil peut atteindre 350 m/min, tandis que l'outil en nitrure de bore cubique peut atteindre 1500 m/min. Dans le même temps, la durabilité de l'outil en nitrure de bore cubique est 30 à 50 fois supérieure à celle des outils en carbure cémenté ordinaires. 5 à 15 fois la durée de vie de l'outil en carbure stratifié.

Cependant, les entreprises ne choisissent pas aveuglément des outils en nitrure de bore cubique pour traiter la fonte grise. Après tout, le prix des outils en nitrure de bore cubique est plus élevé que celui des outils en carbure cémenté. Par conséquent, il est recommandé de choisir une production de masse et des exigences d'efficacité de traitement élevées. Pour les outils de coupe en nitrure de bore cubique, si l'efficacité de traitement n'est pas élevée et qu'il y a peu de travaux, il est plus économique et plus rentable de choisir des outils de coupe en carbure cémenté.
Veuillez conserver la source et l'adresse de cet article pour réimpression:L'influence de trois éléments de coupe sur l'efficacité de l'usinage
Minghé Société de moulage sous pression sont dédiés à la fabrication et à la fourniture de pièces de moulage de qualité et de haute performance (la gamme de pièces de moulage sous pression en métal comprend principalement Moulage sous pression à paroi mince,Chambre chaude coulée sous pression,Chambre froide coulée sous pression), Service rond (Service de moulage sous pression,Usinage CNC,Fabrication de moules,Traitement de surface). Tout moulage sous pression en aluminium personnalisé, moulage sous pression en magnésium ou en zamak/zinc et autres exigences en matière de moulages sont invités à nous contacter.

Sous le contrôle des normes ISO9001 et TS 16949, tous les processus sont effectués via des centaines de machines de moulage sous pression avancées, de machines à 5 axes et d'autres installations, allant des blasters aux machines à laver Ultra Sonic.Minghe dispose non seulement d'équipements de pointe, mais également de professionnels équipe d'ingénieurs, d'opérateurs et d'inspecteurs expérimentés pour réaliser la conception du client.

Fabricant sous contrat de moulages sous pression. Les capacités incluent des pièces de moulage sous pression en aluminium à chambre froide à partir de 0.15 lb. jusqu'à 6 lb, configuration à changement rapide et usinage. Les services à valeur ajoutée comprennent le polissage, la vibration, l'ébavurage, le grenaillage, la peinture, le placage, le revêtement, l'assemblage et l'outillage. Les matériaux travaillés comprennent des alliages tels que 360, 380, 383 et 413.

Assistance à la conception de moulage sous pression de zinc/services d'ingénierie simultanés. Fabricant sur mesure de pièces moulées en zinc de précision. Des moulages miniatures, des moulages sous pression à haute pression, des moulages en moules à glissières multiples, des moulages en moules conventionnels, des moulages sous pression unitaires et indépendants et des moulages à cavité scellée peuvent être fabriqués. Les pièces moulées peuvent être fabriquées dans des longueurs et des largeurs allant jusqu'à 24 po avec une tolérance de +/- 0.0005 po.

Fabricant certifié ISO 9001 : 2015 de magnésium moulé sous pression, les capacités incluent le moulage sous pression de magnésium sous pression jusqu'à une chambre chaude de 200 tonnes et une chambre froide de 3000 tonnes, la conception d'outillage, le polissage, le moulage, l'usinage, la peinture en poudre et liquide, une assurance qualité complète avec des capacités CMM , assemblage, emballage et livraison.

Certifié ITAF16949. Service de casting supplémentaire inclus coulée d'investissement,moulage en sable,Coulée par gravité, Coulée de mousse perdue,Coulée centrifuge,Coulée sous vide,Moulage de moule permanentLes capacités comprennent l'EDI, l'assistance technique, la modélisation solide et le traitement secondaire.

Industries de moulage Études de cas de pièces pour : voitures, vélos, avions, instruments de musique, motomarines, appareils optiques, capteurs, modèles, appareils électroniques, boîtiers, horloges, machines, moteurs, meubles, bijoux, gabarits, télécommunications, éclairage, appareils médicaux, appareils photographiques, Robots, Sculptures, Équipement de sonorisation, Équipement de sport, Outillage, Jouets et plus encore.
Que pouvons-nous vous aider à faire ensuite ?
∇ Aller à la page d'accueil pour Moulage sous pression Chine
→Pièces de fonderie-Découvrez ce que nous avons fait.
→Conseils à propos de Services de moulage sous pression
By Fabricant de moulage sous pression Minghe |Catégories : Articles utiles |Matières Mots clés: Moulage d'aluminium, Moulage de zinc, Coulée de magnésium, Moulage de titane, Fonderie en acier inoxydable, Coulée de laiton,Coulée de bronze,Vidéo de casting,Historique de l'entreprise,Moulage sous pression en aluminium |Commentaires fermés







