
Nouveau processus de base refroidie à l'eau en aluminium moulé sous pression de type W
Avec le développement rapide des technologies de fabrication de blocs d'alimentation, de véhicules électriques et de moteurs de métro, les structures de châssis en fonte d'aluminium refroidies à l'eau sont largement utilisées dans la fabrication de moteurs. Les moteurs de véhicules électriques à énergie verte et respectueuse de l'environnement, les groupes électrogènes EMU à grande vitesse, les moteurs de bus d'aéroport et les moteurs de traction à aimant permanent pour le trafic ferroviaire urbain utilisent principalement des bases en fonte d'aluminium refroidies à l'eau. Le bon effet de dissipation thermique du cadre de coulée refroidi à l'eau est la clé pour répondre aux exigences de la fabrication de moteurs. Le processus de fabrication principal comprend la technologie de fusion des métaux, la technologie de formage, la technologie d'assemblage, la technologie de traitement et d'autres aspects. Que la structure de la base de la machine en fonte d'aluminium refroidie à l'eau soit raisonnable et que sa qualité affecte directement la fiabilité de fonctionnement, la productivité du travail et les avantages économiques de ce type de moteur. Structure d'application Une structure de châssis en fonte d'aluminium refroidie à l'eau peut améliorer la fiabilité de fonctionnement de ce type de châssis de moteur, raccourcir le cycle de fabrication, réduire les coûts de fabrication et améliorer la productivité du travail et les avantages économiques.
1. État actuel de la technologie de production du cadre refroidi à l'eau
1.1 Méthode de traitement
Les méthodes de fabrication des bases refroidies à l'eau en fonte d'aluminium dans la même industrie au pays et à l'étranger comprennent : le moulage au sable intégral, le moulage au sable divisé, le moulage par extrusion, etc. Le processus de moulage global est : assemblage-boîte de fusion en alliage-coulage-nettoyage-produit fini. Le processus de coulée divisée est le suivant : fabrication de boîtes de noyau de moule-moule de sable fabrication de noyaux de sable-assemblage de boîte de fusion d'alliage-coulage-nettoyage-traitement-soudage-assemblage pour former une ébauche de base. Le processus de moulage par extrusion est le suivant : fabrication de moules-fonte d'aluminium coulée-coulage de lingots d'aluminium-moulage par extrusion à haute pression-soudage-ébauches de base de machine.
1.2 Insuffisances de l'artisanat et des méthodes traditionnelles
Le problème du cadre refroidi à l'eau en fonte d'aluminium moulé intégral est le faible rendement du cadre et le long cycle de fabrication. Le plus gros problème est difficile de nettoyer le noyau de sable du canal d'eau et difficile de fixer le noyau de sable du canal d'eau ; la structure du cadre en aluminium coulé au sable et refroidi à l'eau présente des problèmes. Le processus de production est lourd, le cycle est trop long, la qualité est difficile à contrôler et les cylindres intérieur et extérieur doivent être prétraités et les faces d'extrémité sont scellées et soudées, ce qui est facile à fuir après le traitement ; la structure de base en fonte d'aluminium extrudée refroidie à l'eau : limitée par le tonnage de la presse, grande. Souvent, la base de la machine fuit en raison de problèmes de qualité de soudage, ce qui affecte les performances de la base de la machine et provoque même la mise au rebut du moteur.
2. Conception et objectif de la méthode New Process
En analysant les lacunes des méthodes de traitement traditionnelles, un nouveau procédé est proposé, dont les caractéristiques comprennent :
- 1) moulage de moulage unique à haute pression à l'intérieur et à l'extérieur.
- 2) Les caractéristiques structurelles du canal de refroidissement sont formées en même temps avec les cylindres intérieur et extérieur.
- 3) Élimine les étapes de traitement difficiles et longues du canal d'eau de refroidissement de la base de la machine.
- 4) Le cordon de soudure est contrôlé sur le côté intérieur de la bride et le cordon de soudure ne doit pas être traité, ce qui résout le problème de pression et de fuite d'eau de la base de la machine pendant le processus de soudage.
- 5) Mettre en place des structures de positionnement et anti-canalisation sur la paroi de la voie navigable pour améliorer la fiabilité de la base de la machine.
- 6) Formation de manchon de chauffage par interférence.
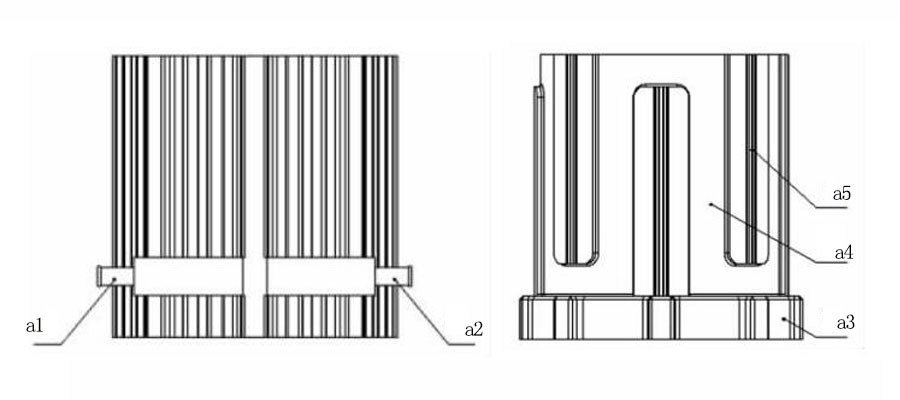
- a1 : entrée
- a2 : Voie navigable
- a3 : Bride de protection de soudure de cylindre intérieur et couvercle d'extrémité
- a4 : voie d'eau de refroidissement
- a5: Clé de guidage anti-eau
3. Le processus de mise en œuvre spécifique du nouveau processus
Le processus du nouveau processus de moulage sous pression est le suivant : fabrication de moules-fusion d'alliages-coulée sous pression-manchon chaud-soudage-ébauche de base. Les canaux d'eau intérieurs et extérieurs des cylindres sont moulés en forme par la méthode de moulage sous pression, aucun traitement n'est requis. Tirez pleinement parti des caractéristiques du moulage sous pression, de la vitesse rapide, de la finition de surface élevée, en utilisant la technologie de moulage sous pression, le moulage sous pression dans des cylindres extérieurs et intérieurs. La structure de canal en forme de W et la rainure de guidage en W sont coulées sur le cylindre intérieur comme illustré sur la figure 2 ; le cylindre extérieur est coulé avec une structure de guidage et de verrouillage, les cylindres intérieur et extérieur sont préchauffés en même temps, puis les cylindres intérieur et extérieur sont chauffés comme indiqué sur la Fig. 3.

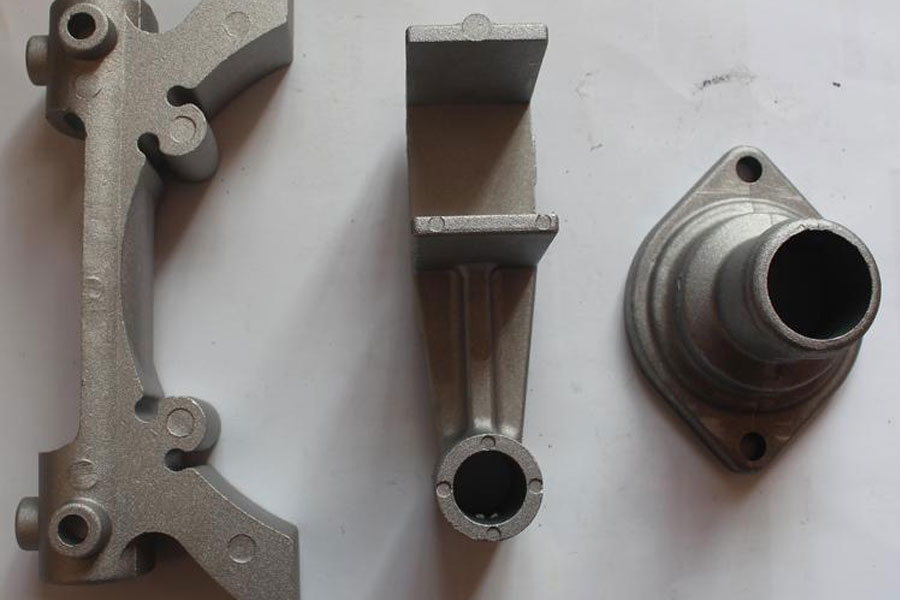
Le joint est soudé dans une ébauche de base comme le montre la figure 4. Les avantages du nouveau procédé sont les suivants :
- 1) Les cylindres intérieurs et extérieurs sont directement formés par moulage sous pression sans traitement des canaux d'eau.
- 2) Le cylindre extérieur a une bride intérieure et le cylindre intérieur a une bride extérieure pour protéger la soudure.
- 3) Les cylindres intérieur et extérieur sont préchauffés pour un chauffage par interférence.
- 4) Mettre en place des dispositifs de guidage et de verrouillage pour assurer la fiabilité de la base.
4. Conclusion
Le nouveau processus de production du cadre refroidi à l'eau en forme de W est un précédent dans l'industrie nationale de la fabrication de moteurs professionnels. Sur la base de l'absorption de la technologie de fabrication de châssis en fonte d'aluminium nationale et étrangère, combinée à la structure de coulée, des méthodes de processus spéciales sont utilisées pour réaliser la fabrication de châssis en fonte d'aluminium refroidi à l'eau en forme de W. utilisé, des manchons d'interférence de préchauffage sont utilisés, la protection des soudures et la structure de prévention des fuites d'eau sont intelligemment agencées, et la fabrication d'une base de machine en fonte d'aluminium refroidie à l'eau est réalisée. Raccourcissez le cycle de développement de produits, réduisez la difficulté et l'intensité du travail de la production de moteurs, simplifiez le processus de fabrication des composants clés des machines électriques, améliorez la fiabilité de la fabrication et du fonctionnement et contrôlez efficacement les coûts de fabrication des moteurs.
Veuillez conserver la source et l'adresse de cet article pour réimpression: Nouveau processus de base refroidie à l'eau en aluminium moulé sous pression de type W
Minghé Société de moulage sous pression sont dédiés à la fabrication et à la fourniture de pièces de moulage de qualité et de haute performance (la gamme de pièces de moulage sous pression en métal comprend principalement Moulage sous pression à paroi mince,Chambre chaude coulée sous pression,Chambre froide coulée sous pression), Service rond (Service de moulage sous pression,Usinage CNC,Fabrication de moules,Traitement de surface). Tout moulage sous pression en aluminium personnalisé, moulage sous pression en magnésium ou en zamak/zinc et autres exigences en matière de moulages sont invités à nous contacter.

Sous le contrôle des normes ISO9001 et TS 16949, tous les processus sont effectués via des centaines de machines de moulage sous pression avancées, de machines à 5 axes et d'autres installations, allant des blasters aux machines à laver Ultra Sonic.Minghe dispose non seulement d'équipements de pointe, mais également de professionnels équipe d'ingénieurs, d'opérateurs et d'inspecteurs expérimentés pour réaliser la conception du client.

Fabricant sous contrat de moulages sous pression. Les capacités incluent des pièces de moulage sous pression en aluminium à chambre froide à partir de 0.15 lb. jusqu'à 6 lb, configuration à changement rapide et usinage. Les services à valeur ajoutée comprennent le polissage, la vibration, l'ébavurage, le grenaillage, la peinture, le placage, le revêtement, l'assemblage et l'outillage. Les matériaux travaillés comprennent des alliages tels que 360, 380, 383 et 413.

Assistance à la conception de moulage sous pression de zinc/services d'ingénierie simultanés. Fabricant sur mesure de pièces moulées en zinc de précision. Des moulages miniatures, des moulages sous pression à haute pression, des moulages en moules à glissières multiples, des moulages en moules conventionnels, des moulages sous pression unitaires et indépendants et des moulages à cavité scellée peuvent être fabriqués. Les pièces moulées peuvent être fabriquées dans des longueurs et des largeurs allant jusqu'à 24 po avec une tolérance de +/- 0.0005 po.

Fabricant certifié ISO 9001 : 2015 de magnésium moulé sous pression, les capacités incluent le moulage sous pression de magnésium sous pression jusqu'à une chambre chaude de 200 tonnes et une chambre froide de 3000 tonnes, la conception d'outillage, le polissage, le moulage, l'usinage, la peinture en poudre et liquide, une assurance qualité complète avec des capacités CMM , assemblage, emballage et livraison.

Certifié ITAF16949. Service de casting supplémentaire inclus coulée d'investissement,moulage en sable,Coulée par gravité, Coulée de mousse perdue,Coulée centrifuge,Coulée sous vide,Moulage de moule permanentLes capacités comprennent l'EDI, l'assistance technique, la modélisation solide et le traitement secondaire.

Industries de moulage Études de cas de pièces pour : voitures, vélos, avions, instruments de musique, motomarines, appareils optiques, capteurs, modèles, appareils électroniques, boîtiers, horloges, machines, moteurs, meubles, bijoux, gabarits, télécommunications, éclairage, appareils médicaux, appareils photographiques, Robots, Sculptures, Équipement de sonorisation, Équipement de sport, Outillage, Jouets et plus encore.
Que pouvons-nous vous aider à faire ensuite ?
∇ Aller à la page d'accueil pour Moulage sous pression Chine
→Pièces de fonderie-Découvrez ce que nous avons fait.
→Conseils à propos de Services de moulage sous pression
By Fabricant de moulage sous pression Minghe |Catégories : Articles utiles |Matières Mots clés: Moulage d'aluminium, Moulage de zinc, Coulée de magnésium, Moulage de titane, Fonderie en acier inoxydable, Coulée de laiton,Coulée de bronze,Vidéo de casting,Historique de l'entreprise,Moulage sous pression en aluminium |Commentaires fermés







